
How to Achieve FAT Success for Your Oil Sands Project
Factory Acceptance Testing (FAT) is used to verify equipment compliance to project requirements and specifications
INTRODUCTION
When an internet search reveals limited results, it may be for one of two reasons. The first is that few people are interested in, and search on the topic. The second is that, as yet, few have been able to wrap words around a topic that defies any straightforward description. The latter is definitely the case for factory accordance testing (FAT).
FAT is a complex and multi-disciplined function used to verify equipment compliance to project requirements and specifications. Oil sands and other projects use FAT with engineering and procurement (EP) work processes in order to satisfy stakeholder objectives for cost, quality, schedule, and safety, prior to equipment release and shipment from supplier facilities. FAT may be witnessed by project and other personnel for increased oversight, validation of results, and other reasons. This topic is discussed in further detail below.
This article describes how a FAT program can ensure project success by improving communications and ensuring that resources are effectively used, so that project objectives are satisfied with every FAT.
Related: Effective Supplier Quality Surveillance (SQS).
PROJECT REQUIREMENTS
Purchase orders (POs) for oil sands projects consist of several commercial and technical sections, and also include other attachments (e.g., data sheets, drawings, and specifications). These documents may reference industry codes and standards that have additional requirements. FAT requirements may be specified or referenced in several of these documents. Specific testing details vary significantly depending upon the type of equipment and related systems, design maturity or project requirements, and other factors such as the value of the PO or the number of items ordered.
Oil sands equipment is mostly supplied from North America, however some equipment is also supplied from Asia, Europe, and South America. For example, a large oil sands project may require the procurement of over 500 pumps of various services, sizes, and types, with drivers up to 7,000 BHP, from many worldwide suppliers.
The resources necessary for specifying and coordinating FAT requirements may be extensive and multi-disciplined, and needed over a long timeline. Without any dedicated resources, however, project success can be hit and miss.
PROGRAM NEED
FAT for oil sands projects usually has the discipline responsible engineers specifying requirements and the quality surveillance team coordinating activities, with the third party inspector (TPI) and/or others attending to witness. Because of the size, complexity, and long timelines of oil sands projects, a comprehensive FAT program with dedicated resources will enhance successful project execution. FAT is not new to oil sands projects, however the use of dedicated resources is innovative. A FAT program can be developed beginning with the introduction of a dedicated FAT coordinator to take responsibility for the program.
FAT consists of an alphabet soup of acronyms such as ATM, DCS, HAT, I&C, ICS, ICSS, IFAT, ISCT, ITP, MCC, MFAT, MICC, NCR, NPSH, OEM, PAT, PCS, PLC, PPE, QA/QC, SCADA, SIR, SIS, and SSHE, thickened with industry-specific definitions and product-specific terms (e.g., observe, witness, and hold points). FAT is often considered a function of specific product testing (e.g., control panels), however the dynamic, functional, interface, mechanical, operational, and performance testing of any electro-mechanical equipment may all be considered part of a FAT program. Other types of testing (e.g., non-destructive examination [NDE] and hydro static testing), untagged equipment, and bulk items should be excluded from a FAT program.
The common denominator is that FAT is used to verify equipment compliance with project requirements and specifications, with testing carried out at the supplier’s facility, prior to release and shipment. This applies to many types of equipment from actuated valves to compressor packages and from control panels to control systems. There are many differences and disparities for testing requirements, however, which may be specified as complete, custom, routine, standard, interfaced, or some other type. Testing has diverse expectations with different engineering disciplines (e.g., electrical, instrumentation & controls [I&C], and mechanical) and industries, as well as with different equipment suppliers and service providers.
After FAT there may be further testing completed by others, at locations such as module yards or site, with system integration and functionality testing (SIFT), site acceptance testing (SAT), and site integration testing (SIT), in addition to commissioning activities that are completed before start-up. A FAT program would not include this testing, which only occurs after the equipment is shipped from the supplier’s facility.
The principle FAT stakeholders may include the engineering disciplines, procurement, quality surveillance, completions, and operations or other personnel. To ensure successful results, many critical steps must be completed prior to FAT including obtaining stakeholder input, specifying requirements, and reviewing supplier documentation (e.g., test procedures). FAT requirements also need to be considered with project budgets and schedules in mind.
Additional testing with attendance by other project personnel will increase the cost and extend the schedule, but will decrease the risk that equipment will not operate or perform as designed or intended. A project may have other objectives for FAT attendance besides witnessing, which may in fact be accomplished by one person. FAT may also be attended by commissioning, operations, maintenance, and engineering personnel who will be responsible for the equipment once it has been placed into service. See a team witnessing a FAT in Figure 2 and a non-witnessed FAT in Figure 3.

Effective FAT planning is therefore vital for project success, however, this can be problematic on a large and complex project. This is because many stakeholders and suppliers may be working on critical timelines to establish detailed requirements and then produce their documentation and equipment deliverables. Completing all FAT on schedule requires careful stakeholder alignment and close coordination of activities.
It is important to ensure that the PO includes all relevant FAT requirements and that no conflicting terms are used. Any details specified in different sections of the procurement documents must not be contradictory, missing, or unclear. A PO that needs excessive clarifications or unnecessary change orders will drain away valuable project resources. FAT should not proceed without a reviewed procedure, or without being witnessed by the requisite attendees, unless it is intended to be non-witnessed.
PROGRAM DEVELOPMENT
A FAT program may be developed organically during a project and tailor made using best practice and continuous improvement. The program can be updated by incorporating progressive learnings and advanced with stakeholder input. Program success can be ensured by making it project-specific rather than force-fitting any agenda or model from another project or business unit.
A FAT program may be compromised of several documents including a plan and instructions to provide guidelines and resources for personnel to quickly and accurately make informed and equipment-specific decisions. The FAT plan is intended to be a high level document that provides the project with an overview of FAT requirements. It describes what objectives will be accomplished. The plan is closely correlated to instructions that define the work processes and how the work will be accomplished.
The instructions can be complemented by other execution documents (e.g., forms, reports, checklists, and workflows) that are used for advising stakeholders and managing FAT requirements, status, and progress. The FAT coordinator can use either MS Excel or MS SharePoint to manage program information, status, and statistics.
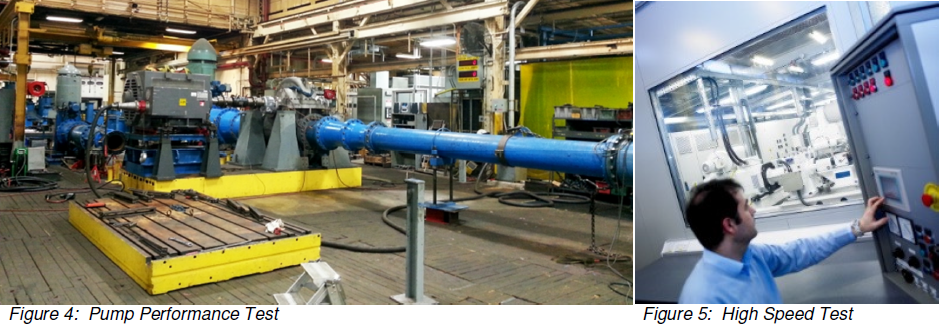
In addition to the supply of equipment, each supplier has FAT-related document deliverables described in their PO (e.g., procedures and reports). These are reviewed by engineering and others to ensure that project-specified content and requirements are met. Suppliers are typically required to submit formal notifications with detailed information to the project, prior to proceeding with any FAT (e.g., location, date, time, contact info, and safety needs). See a pump performance test underway in Figure 4 and a high-speed test underway in Figure 5.
PROGRAM SUCCESS
A FAT program will be most successful if there is early agreement between all stake-holders that a comprehensive and project-wide effort is in fact needed. This will ensure that all the necessary resources are provided from the start. Also, ongoing stakeholder support and feedback are essential building blocks as a project ramps-up staffing during early phases and then later ramps-down towards completion. The use of a technical writer to edit all documents for adherence to writing style guidelines will ensure superior program design and uniformity for ease of use.
A successful FAT program will improve project communications by ensuring that document and equipment deliverables are provided completely, correctly, and on schedule, both prior to and after FAT. Standardized work processes and dedicated resources can address project-specific needs and progressive learnings by identifying stakeholders and coordinating interdisciplinary input to ensure project readiness for every FAT. With clear requirements and well-prepared project and supplier teams, project objectives can be efficiently and successfully met for every FAT.
A successful FAT program will ensure that project resources for specifying and verifying requirements are effectively used and any rework or deficiencies are eliminated or reduced and properly addressed. This results in efficient turnover for installation and commissioning, and satisfies stakeholder objectives for cost, quality, schedule, and safety, before the equipment is released and shipped from the supplier’s facility.
An established FAT program may be revised for use with other projects, by incorporating progressive learnings and ensuring project alignment with new objectives and different stakeholders. In these days of low oil prices, projects are as cost and time sensitive as ever. There is nothing that can ensure project success more than doing it right the first time (DIRFT)[1], and that is all that a FAT program is about. Simply put, it is less expensive to do it right the first time than to pay for rework and repairs.[1]
Note
This article was originally published on LinkedIn 5-Oct-15 https://www.linkedin.com/pulse/how-achieve-fat-success-your-oil-sands-project-roy-christensen-ret/.
About the Author
Roy O. Christensen is a Welding Engineering Technologist who has over 35 years’ experience with O&G, pipeline, and other projects. He has authored countless instructions, manuals, plans, proposals, reports, specifications, and other documents that continue to drive success for many projects. He is the founder of the KT Project that saves organizations significant money and time, by providing key resources to leverage expert knowledge transfer for successful project execution.
Contact
- Roy O. Christensen
- [email protected]
- +1 403.703.2686
References
- Philip Bayard “Phil” Crosby (1926 – 2001), developer of the Zero Defects (ZD) concept
Figures
- Water Treatment System FAT, http://www.ipec-inc.com/3.0/Warehouse/Photos/MedRes/IPECtest01c.jpg
- Team Witnessing a FAT, http://www.standardcontrols.com/uploads/pics/aPressReleaseSm.jpg
- Non-witnessed FAT, http://relaypowersystems.com/wp-content/uploads/2011/11/test.jpg
- Pump Performance Test, http://www.processequipmentco.com/sites/default/files/styles/node_image/public/images/blog-images/3%20730×350.jpg?itok=hbgFJyAA
- High Speed Test, http://www.ncl.ac.uk/eee/assets/photos/industry.jpg
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}