
How Smart Projects Review Welding Procedure Specifications
1 Introduction
This article summarizes considerations and requirements for welding procedure specification (WPS) reviews. Smart projects review WPSs as described in this article.
Suppliers (i.e., constructors, fabricators, manufacturers, or organizations) may be required to use certified (this may also be defined as accepted or registered) WPSs by the code of construction such as ASME BPVC Section IX[1], CSA W47.1 [2] and CSA W59[3], regulations, owner’s specifications, or a combination.
Depending upon if the scope of work is for pressure or structural equipment, certification may be required by regulations (e.g., for production and installation in Alberta) from:
- The Alberta Boiler’s Safety Association (ABSA) for pressure equipment; or,
- The Canadian Welding Bureau (CWB) for structural equipment.
Similar requirements apply for the production and installation of equipment in other jurisdictions.
Consequently, a project may request that WPSs are submitted for review and record to ensure they are certified, and that production welding will meet project and other requirements. This is reasonable.
However, when a project does not establish which WPSs should be reviewed, how they should be reviewed, and who should review them, it is at risk of providing an inadequate or inappropriate WPS review (e.g., a review that is not thorough enough or too thorough, or reviewing WPSs that do not require review). A lack of WPS particulars inevitably places the project at risk for inappropriate or incorrect use of WPSs, wasted project resources, or both. This is unreasonable and unacceptable.
Many projects do not plan for WPS reviews during the early project planning and kick-off phases. Instead, it is often assumed that others will address WPS reviews later, as required. Thinking that personnel will figure this out at some point is a lazy attitude, not proactive, and could put the project at serious risk.
When a project receives WPSs, it may not have an established review process or qualified resources available to review them. Worse, this activity typically occurs during the project’s detailed engineering phase – when the project is fully mobilized and personnel are busy. With so many other high priority details to manage, the WPS review activity:
- Will often be relegated to a lower priority;
- May only be addressed on an ad hoc basis (if at all);
- May never get the attention it needs.
A good question is: will WPS reviews be value-added or a waste of the project’s valuable resources?
If this question is not asked and answered before WPSs are received, it may be impossible to answer. Even worse, if WPS review is not identified as a priority, each successive project will assume that everything is copasetic but will struggle when requirements are not established or unclear. Over the long term, personnel will usually not understand why they struggle with successive WPS reviews. This is not a recipe for success! It is the opposite.
A smart project will document best practices, lessons learned, or both from WPS reviews to transfer this knowledge to the next project and other personnel. Most welding knowledge has been established for decades and does not change. Contrarily, codes, regulations, and standards are regularly updated and subject to change, and new knowledge is developed as technologies advance. Each project may have new or unique requirements depending on many factors such as its design, location, process, and suppliers. This knowledge should be captured and transferred – not left to chance with the hope that everyone, or someone, will remember it. Leaving important details to chance is always a bad idea.
Related Fact Sheet: Top Five Challenges and Solutions for Reviewing WPSs
2 A WPS as a Cake Recipe
After the receipt of WPSs, someone may be asked to review them. Typically, personnel are informed thusly: Hurry up and review the WPSs. The schedule is slipping! Are the WPSs OK – or not? Please say yes so we can move forward!
So, are the WPSs OK (i.e., acceptable)? That is a great question! An acceptable WPS, at a minimum, is qualified for the base and weld metals, consumables, processes to be used in production welding and is fit-for-service.
A WPS is a recipe that addresses essential and non essential (and if required, supplementary essential) variables for production welding. What is used (e.g., base and weld metals, consumables, processes, and thicknesses), however, depends upon the application. What equipment will be produced and what is required?
A WPS and its variables are like a cake recipe. Table 1 lists the ingredients for two cake recipes.
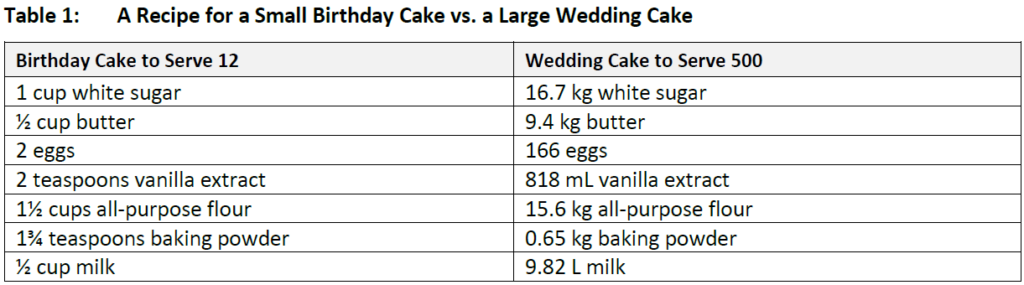
A cake recipe can be verified as a good cake recipe by reviewing its ingredients. This may be true … but wait a minute! What about appropriateness and context? What is the occasion and who will receive the cake? Without knowing this information – it is impossible to determine if the cake will be appropriate for its consumers or fit for purpose. After all, delivering a birthday cake to a wedding would be inappropriate and not success!
This merely scratches the surface. What other requirements do consumers have? For example:
- Are
additional or alternate ingredients required (e.g., cake flour or salt)? - Are there
specialty requirements (e.g., eggless, dairy-free, diabetic-friendly,
gluten-free, halal, ice cream, kosher, low‑sugar, vegan, or vegetarian)? - How many
people will be served? - How should
the cake be prepared (e.g., baked, fried, or frozen)? - In Table 1, the small cake’s ingredients are in Imperial measurements.
The large cake uses metric measurements. Are measurements correct for both
recipes? What measuring tools does the baker use? - Is a
competent baker available? Ingredients alone are not enough to bake a cake.
Whoever prepares the cake needs to know the duration, sequence, and temperatures
for baking and many other details. - What is
the size of cut cake pieces? Does the cake need to be cut? - What kind
of cake needs to be made? For example, an anniversary, birthday, wedding, or
other cake? - What
presentation is required? For example, slab, tier, or the shape of a race car,
etc.?
A cake is more than the sum of its ingredients; an iPad is more valuable when it is assembled and working than when it exists as parts in bins. So, it may be easy to bake a cake, but with inadequate information and a lack of detailed requirements, how can the baker satisfy customer requirements and bake the cake correctly? It can’t be done! Expecting the baker to figure it out or guess is unacceptable and virtually guarantees failure because too much can go wrong!
The review of WPSs is no different. Adequate information and detailed requirements are required for project success. And, like the baker, the WPS reviewer must also apply the correct approach by recognizing the three elements for WPS review (see Section 3). Either that, or no one gets the cake they want. And disappointment, frustration, and failure will ensue.
3 Three Questions for WPS Review
Smart projects address these three questions for WPS review in the project execution plan (PEP) or a similar document (e.g., a corporate or project instruction) that is prepared early in the project before detailed engineering:
- Which WPSs
should be reviewed (see Section 3.1)? - How should
WPSs be reviewed (see Section 3.2)? - Who should
review WPSs (see Section 3.3)?
If these questions are disregarded or deferred and no process is established, project personnel will be forced to answer these questions later, and individually, using their own abilities and assumptions. This is an approach that is doomed to failure or struggle, and will lead to confusion, expense, misunderstanding, rework, and waste.
The larger a project, the more WPSs will need review. If a WPS review process is not established, the greater the risk of failure.
3.1 Which WPSs Should Be Reviewed?
The requirement for a supplier to submit WPSs to a project for review is identified by the requisition or responsible engineer (RE) in the supplier document requirements (SDR). This is usually Section 3 of the procurement documents. If there are no established requirements such as in a corporate or project instruction, the RE may use best practices, their knowledge and experience, what another similar project has used, or a combination to specify WPS requirements.
Requirements established by the RE for which WPSs should be reviewed, individually, may vary greatly, especially between disciplines (e.g., electrical, instrumentation & controls, and mechanical). It is ineffective that all, none, or a random sampling of WPSs are reviewed. For example, an electrical or mechanical engineer may prepare the procurement documents for a multi-disciplined order (e.g., a pump package). The electrical engineer may request no WPSs in the SDR and the mechanical engineer may ask for all WPSs in the SDR, for both the structural and pressure equipment. Which is correct? It depends, but an instruction would eliminate the guesswork!
For WPS reviews to be effective and efficient, a smart project provides clear instructions about which WPSs should be reviewed at minimum. For example, a project may mandate the review of WPSs for critical or specific applications only. This or a similar decision may be determined per equipment:
- Cost (e.g., hundreds vs. tens of thousands of
dollars); - Complexity (e.g., design and materials as
standard or non-standard); or, - Criticality (e.g., in-service process or use, or
risk as determined by the consequence or severity and the likelihood or
probability of failure).
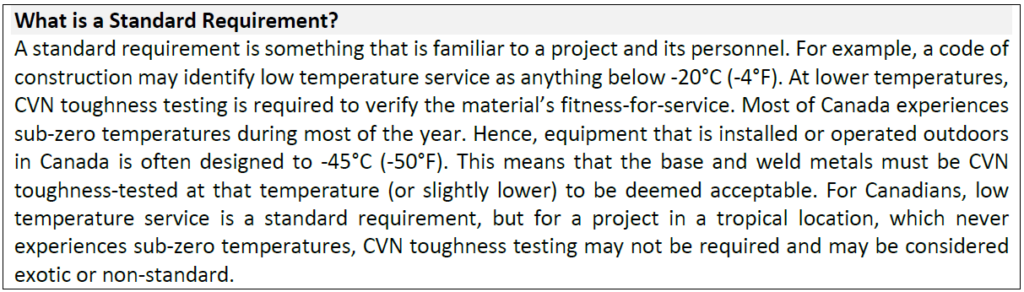
WPS review may be required for equipment that is costly, complex, critical, or a combination, and may not be required for lesser equipment. Other considerations, such as the project and the supplier’s personnel expertise, may also figure into the equation. For example, a material or welding technology may be a standard application for the supplier but non-standard for the project, or vice versa. Hence, accordingly, WPS review may be appropriate or inappropriate.
Suppliers that use certified WPSs are usually also required to have other relevant welding certifications or use only certified products and services. For example, a certification to produce regulated products issued by ABSA for pressure equipment or by the CWB for structural equipment, and to use only certified consumables, materials, and welders.
Codes of construction and regulations may not require that the supplier obtain approval from their customer (i.e., a project) to use their WPSs. Thus, if WPSs will be submitted for review by the project, they must be identified in the SDR.
If there are project-specific welding requirements (i.e., specifications), it may be appropriate for WPSs to be reviewed to ensure these requirements will be fulfilled. For example, a specification may state that gas‑shielded flux‑cored arc welding (FCAW-G) is permitted but self‑shielded flux cored arc welding (FCAW-S) is not permitted. In this case, a FCAW-G WPS can be accepted and a FCAW-S WPS can be rejected.
If there are no project-specific requirements for welding, the review of all or some WPSs may be omitted to save money and time. For example, per the code of construction, either FCAW-G or FCAW-S is permitted. Hence, the FCAW consumable used for production welding may be determined by the supplier.

The supplier’s certificate for their scope of work may be submitted as an alternative, in lieu of their WPSs, for review and record. Certified suppliers are usually listed in a public directory where their statuses can easily be verified such as:
The purpose of a WPS review is to provide value-added engineering, not to needlessly consume chargeable hours. For WPS reviews to be effective and efficient, a project must provide clear instructions about which WPSs should be reviewed. This:
- Avoids the use of guesswork to estimate resource
requirements; - Eliminates the possibility that too few or too
many labour-hours are spent reviewing WPSs; and, - Ensures that these efforts are appropriate and
value‑added.
3.2 How Should WPSs Be Reviewed?
How WPSs should be reviewed depends upon many factors, which vary for each project. For example what:
- Are the benefits and risks being addressed?
- Requirements should be verified?
- Resources are available to perform the task?
- Review method is appropriate?
Section 3.2.1 discusses these factors.
3.2.1 Review Requirements
A smart project uses a corporate or project instruction to describe the WPS review process. This is an essential and key resource. It provides formal guidelines and resources for whomever should perform this activity and ensures that the WPS review is consistent, efficient, and standardized. Documented guidelines also facilitate lessons learned. Alternatively, the API RP 577, Annex C Welding Procedure Review[4] may be used as a guideline or the reviewer’s experience and knowledge may be adequate.
WPSs may be reviewed as digital files, hard copy files, or both. Because of document complexity and the amount of data that may need to be cross-referenced and verified during a review, it is often advantageous and preferred to use hard copy.
Personnel who review WPSs may compile a library of reference materials and welding resources to make the review process more efficient and effective. They may also prepare a checklist of data to verify during a WPS review, either as a memorized or written list.
Each WPS may comprise a few or dozens of pages that contain mechanical and metallurgical test reports, material test reports (MTRs), procedure qualification records (PQRs), and welding procedure data sheets (WPDSs). A project may have dozens of suppliers and sub-suppliers that produce welded products. Consequently, there may be dozens or hundreds of WPSs that could require review.
While reviewing a WPS, the reviewer shall have access to the procurement documents, specifications, standard drawings, and the supplier’s production drawings. These data provide information about the application and use of the WPS, code of construction, and other necessary information to completely and properly review the WPS.
Smart projects ensure that the personnel who will be assigned to review the WPSs are also involved in the preparation of the corporate or project instruction that describes the WPS review process and requirements. Personnel who have no knowledge about, or responsibility for, WPS review have no business identifying project WPS review requirements. A dishwasher or manager has no business baking a cake.
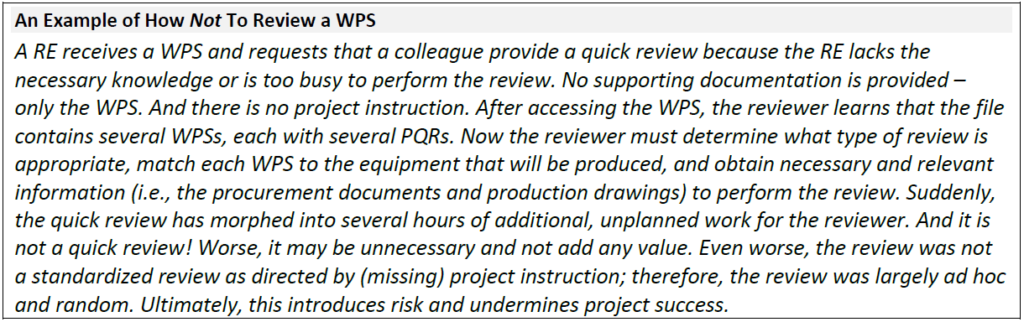
For reviewers, it is frustrating to be asked to review WPSs that are presented ad hoc, especially without access to the valuable context of relevant procurement documents or a WPS summary (see WPS summary below). For reviewers, it is equally frustrating to find that:
- The necessary WPSs have not been requested, which puts the project at risk (e.g., for increased costs and schedule delays or worse); or,
- Unnecessary WPSs have been requested, which is a waste of resources.
An ad hoc WPS review may be inadequate, ineffective, or impossible without contextual supporting documents.
For obvious reasons, it is recommended that the review of WPSs is completed before the prefabrication meeting (PFM) and the start of production welding (i.e., pre-inspection).
A project may have minimal or no requirements (i.e., only code of construction requirements shall apply), or comprehensive welding requirements that control or restrict production welding (i.e., code of construction requirements and project specifications shall apply). It is the supplier’s responsibility to properly complete all work and supply quality deliverables, including all welded products and welding services produced by their sub suppliers. A project review of supplier documents, including WPSs, does not in any way usurp or waive the supplier’s responsibility for compliance with the procurement documents, including all regulatory and specification requirements.
Several methods may be used to review WPSs, depending on complexity, cost, and criticality of the equipment to be produced, project requirements, and if the WPSs are standard or non-standard (i.e., common or uncommon for the project or supplier). These methods are described below.
For Record Only (Activity)
For record only activity is used to obtain WPSs for information as a record (i.e., digital file). However, no review is required. This serves to document that the supplier has certified WPSs for production welding and provides the WPSs as a record for future reference, if needed.
Every WPS (and every other supplier document) that is submitted to a project becomes a record that is available for future reference. The turnover records that are provided to the project owner at close-out may or may not include the WPSs, per project requirements.
Summary Review (Activity)
A summary review activity verifies the WPS is appropriate for the application, and is complete and correct. This review typically takes about one hour (depending upon the contents, number of pages, and the reviewer’s experience). A summary review does not include the time to review a re‑submittal, if required.
This review may include verification that:
- All WPS and PQR pages are included and legible,
and PQRs are signed by the supplier; - Key WPS variables are appropriate for the
materials to be welded such as base and weld metal, carbon equivalence (CE), condition
as‑welded or with post weld heat treatment (PWHT), consumables, mechanical test
results (e.g., bend, CVN toughness, hardness, and tensile); and, - Regulatory certification is provided (e.g., ABSA
or CWB).
ABSA- or CWB-certified WPSs are usually acceptable per code of construction requirements because these have been reviewed and certified by the jurisdiction per Alberta’s regulatory requirements. It is important to understand that a jurisdictional review will only verify code of construction requirements and not project‑specific requirements.
Other jurisdictions may have similar requirements. For example, each Canadian province and territory has a regulatory authority that reviews WPSs for pressure equipment. In Canada, the CWB is the regulatory authority that reviews WPSs for structural equipment. The CWB also certifies WPSs, personnel, products, and suppliers world-wide.
WPSs that require less oversight may:
- Be used for off-the-shelf design or thin-wall
carbon steel pressure vessels; - Be standard materials (e.g., austenitic
stainless steel or carbon steel); - Be WPSs from experienced and known suppliers;
- Have been submitted to the project already
(e.g., by a supplier for a previous similar order); - Use a prequalified welding procedure
specification (PWPS); - Use familiar or standard welding technologies;
- Use standard applications (e.g., low temperature
or sour service); and, - Use WPSs that are certified by a jurisdiction or
third-party.
Comprehensive Review (Activity)
A comprehensive review activity is a line-by-line review for verification of all WPS details and variables, including PQRs and attachments, to verify compliance for all code of construction, project specification, and other requirements. This may take between four and eight hours (depending upon the contents, number of pages, and reviewer’s experience). A comprehensive review does not include time to review a re‑submittal, if required.
The two important tasks involved in this review are to verify that that all welding variables:
- Presented
in the PQR(s) are compliant to the code of construction so the WPS is properly
qualified; and, - Required
by the intended application are qualified by the WPS for production welding.
This review includes documented data such as base and weld metals, consumables, processes, and material thicknesses.
A comprehensive review may be appropriate when there is no jurisdictional review. In this case, a supplier may have their WPSs reviewed by a third party such as such as Caliper Inspection or Det Norske Veritas (DNV) as a project-specific requirement or as a benefit to verify that their WPSs are fit-for-service.
A comprehensive review may also be appropriate when there are project-specific specifications that impose many conditions and restrictions on production welding so that verification of compliance is needed for production welding.
WPSs that require greater oversight may:
- Be used for custom designed or thick-wall carbon steel pressure vessels;
- Be WPSs from inexperienced or unknown suppliers;
- Be WPSs that are not certified by a jurisdiction or third-party;
- Use dissimilar metal welds (e.g., carbon to stainless steel);
- Use exotic materials (e.g., duplex or martensitic stainless steel or high‑strength carbon steel);
- Use non-standard or new welding technologies; and,
- Use non-standard or special applications (e.g., cryogenic or high temperature service);

Inspection Review (Activity)
The third-party mechanical or welding inspector uses an inspection review activity at the start of, or during, production welding, to review WPSs at the supplier’s facility. This review is usually identified as a quality verification point (QVP) in the inspection and test plan (ITP). It may be required in lieu of, or together with, a WPS review performed by the project. The inspector is often knowledgeable about welding requirements and can identify challenges or issues that may not be apparent from the project’s review alone.
For this activity, the inspector performs a summary review to verify the WPSs are appropriate for the application, and that they are complete and correct (see the Summary Review section). The inspector should also be required to inspect the production welding to verify that the variables are compliant per the WPS.
RELATED: Top Ten Myths of Third-party Inspection
WPS Summary
It is a best practice to request that the supplier submits a weld map or WPS summary with the WPSs. This is a drawing or matrix that details how and where the WPSs will be used. It includes information such as the application, base and weld metals, consumables, condition as-welded or PWHT, qualified thickness ranges, and welding processes used.
A weld map or WPS summary will make the WPS review process quicker and easier (and save time and money). WPSs should be submitted such that it is clear to the reviewer for which applications the WPSs will be used. In these cases, a weld map or WPS summary may not be required:
- Explanatory welding data may be included in the
drawings (e.g., joint design as complete or partial penetration and which WPS
will be used and where); or, - The application may be obvious (e.g., there is
only one WPS).
At other times, WPS information is unclear, so a weld map or WPS summary review is useful to identify:
- If WPSs
may be mixed and matched (e.g., the root pass will be from one WPS and the fill-and-cap
passes will be from another WPS); - That the
fabrication requirements comply with the qualified variables of the WPS and the
supplier understands their scope of supply, the specifications, and other welding
requirements vis a vis their WPSs; and, - Where each
WPS will be used (i.e., this is useful for a multi-disciplined scope of supply that
has more than one code of construction such as for a pump package that includes
pressure and structural equipment).
3.3 Who Should Review WPSs?
Who should review WPSs? Who is qualified to review WPSs? A qualified reviewer should have at least one of the following:
- A diploma in material or welding engineering technology (e.g., NAIT, SAIT, or TWI);
- A post-graduate degree in materials engineering (U of A);
- Certification as a:
- Welding engineer (e.g., AWS, CWB, and IIW);
- Welding inspector (e.g., ABSA, API, CWB, IWT, and TWI CL); or
- Welding procedure reviewer (e.g., TWI CL).
- Knowledge and experience, with or without industry certification; or,
- Training for welding inspection or welding standards (e.g., CWB, IWT, and TWI).
A smart project identifies what qualifications are required, who will review the WPSs, and that they are readily available when required. This also ensures that there is alignment with how WPSs will be reviewed. For example, if a comprehensive WPS review is required – does the project have a procedure (see Section 3.2) and qualified resource to perform this review?
The WPSs submitted per the SDR are received and then issued by Document Control to the RE for review. If needed, the RE can request another qualified resource to squad check (i.e., review) the WPSs. For example, there may be qualified personnel either working on, or available to, the project such as designated personnel from another project or a technical department within the company.
An experienced civil or mechanical RE may be qualified to perform the review. If the RE is from another discipline (e.g., an electrical or process engineer), they will usually need WPSs to be reviewed by others.
Project personnel may be qualified to review a WPSs but have a different project role. They may also not work with materials and welding daily. Thus, they may not be qualified to review all WPSs as a subject matter expert (SME). For example, they may be knowledgeable about standard applications such as carbon or austenitic stainless steels, low temperature or sour service, and prequalified welding procedure specifications (PWPSs). They may not be knowledgeable about non-standard applications such as exotic materials (e.g., duplex or martensitic stainless steel or high‑strength carbon steel) or advanced, new welding technologies.
If there are inadequate project resources available to review WPSs, these services may be provided by a third party such as Caliper Inspection or Det Norske Veritas (DNV). If this service is needed, the project should prepare an agreement with the service provider at the beginning of the project to establish clear communication channels, rates and invoicing schedules, and work processes and timelines.
The project should decide who will review WPSs before they are received. This avoids lengthening the review timeline, and eliminates the possibility that a qualified reviewer cannot be assigned or is unavailable.
4 Conclusion
Smart projects ensure that WPS reviews are completed with a process that establishes:
- Which WPSs should be reviewed;
- How WPSs should be reviewed; and,
- By whom WPSs should be reviewed.
This approach helps avoid the confusion, misunderstanding, rework, and waste that occur when WPSs are reviewed on an ad hoc or random basis, and in an undocumented way. Far too many projects have informal, disjointed WPS review processes replete with personnel that hope somehow, magically, WPS reviews will meet project needs.
5 Abbreviations
6 Figures
- Qarad. Review of Welding Procedure Specifications. https://www.qarad.com/consulting/regulatory-affairs/technical-documentation
7 Tables
- KT Project. A Recipe for a Small Birthday Cake vs. a Large Wedding Cake.
8 References
- ASME Boiler and Pressure Vessel Code, Section IX Welding and Brazing Qualifications
- CSA W47.1, Fusion Welding of Steel Company Certification
- CSA W59, Welded Steel Construction (Metal Arc Welding)
- API RP 577, Welding Inspection and Metallurgy
9 Read More
- To learn about project success, read this KT Project eBook: The Key to Project Success? It’s All In How You Start!.
10 About the Author
Roy O. Christensen founded the KT Project to save organizations significant money and time by providing key resources to leverage expert knowledge transfer for successful project execution.
10.1 Contact
Roy O. Christensen
Email: [email protected]
Telephone: +1 403 703-2686
11 Notes
This article:
- Summarizes considerations and requirements for WPS review for informational and educational purposes. For project-specific requirements, refer to the applicable codes of construction, drawings, regulations, specifications, and other relevant materials for information. Alternatively, consult an SME.
- Was peer-reviewed by Terry Mueller, P.L.Eng., P.Tech.(Eng), IWT.
- Was published in the WELD magazine
2021 Winter edition 7-Dec-21. https://www.cwbgroup.org/association/publications/weld-winter-2021